
服务热线
0519-86579357
欢迎光临六台盒宝典资料大全官方网站!

25年老牌感应加热设备研发制造
25年经验•8000+案例•优质原材料•节能高效•持续产品创新







致力于感应加热设备研发与生产立即咨询,一站式解决您所有感应加热需求
客服电话:0519-86579357

六台盒宝典资料大全
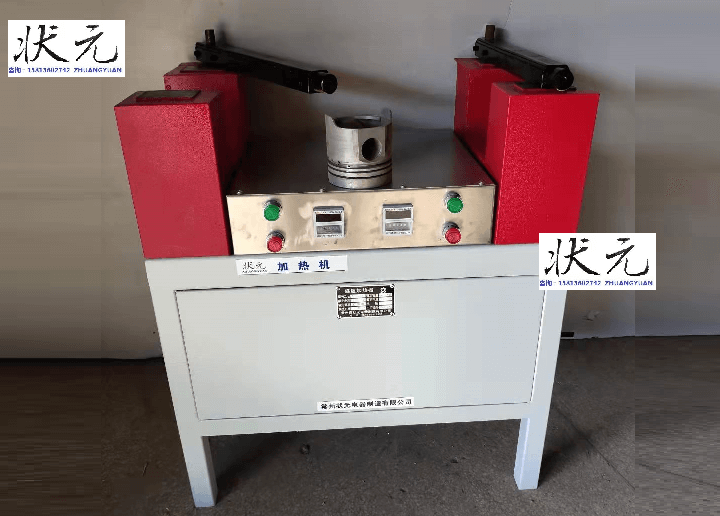
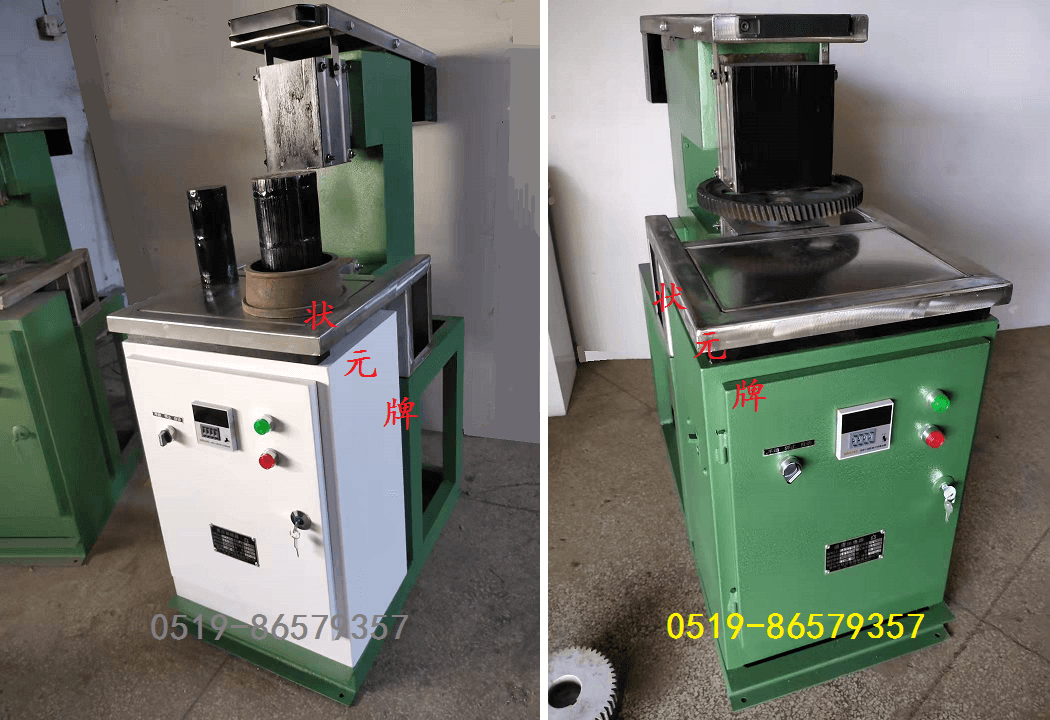
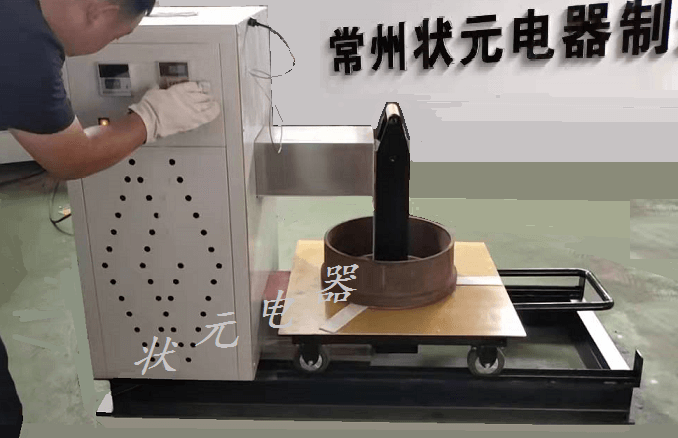
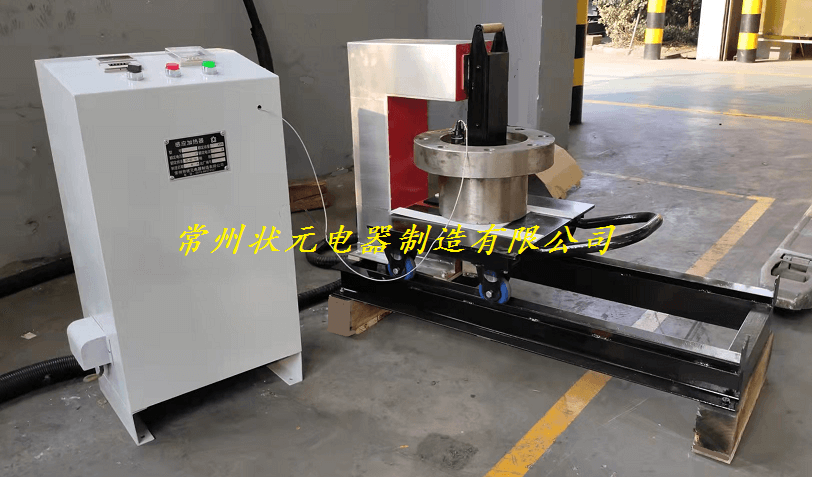
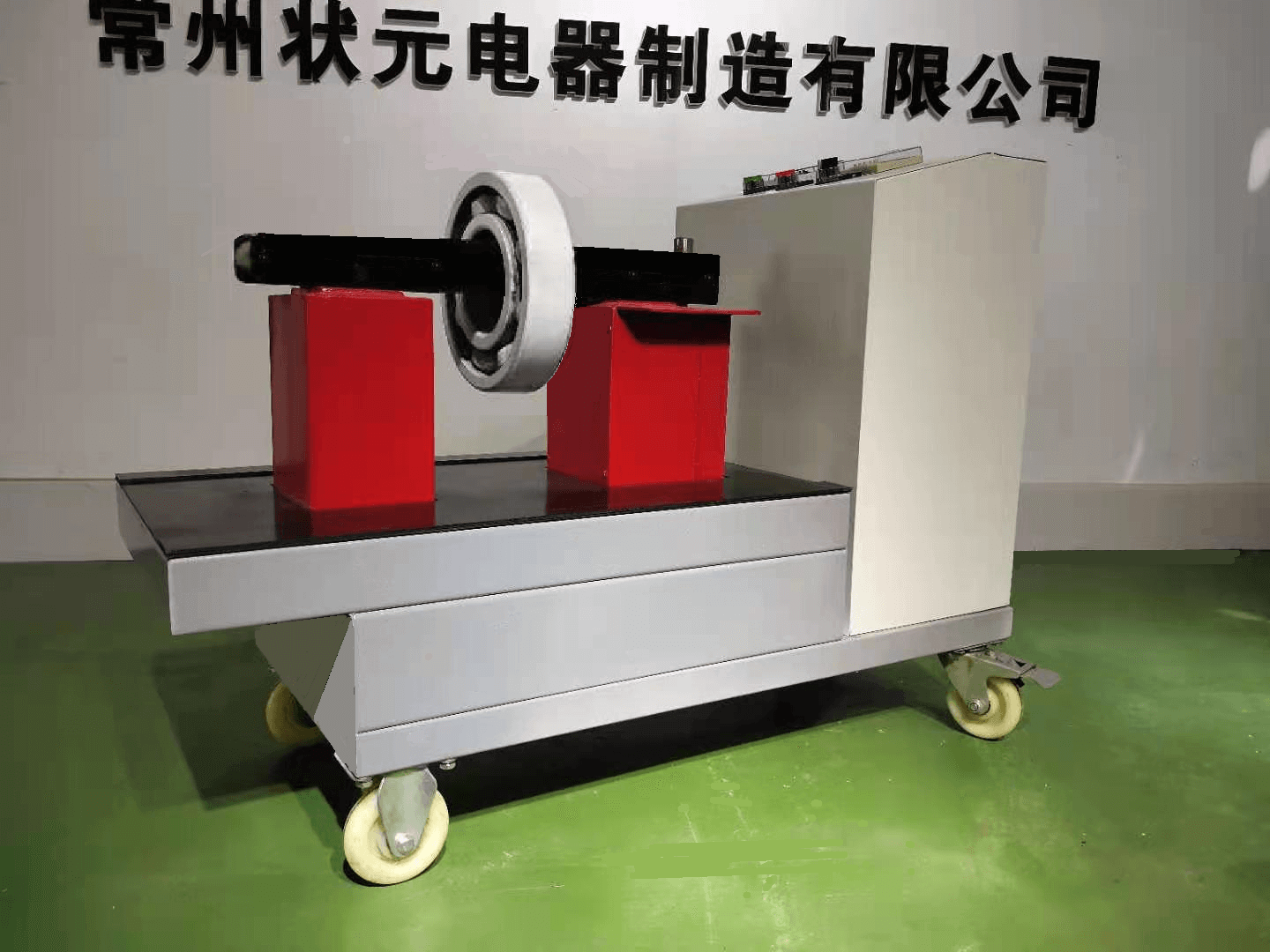
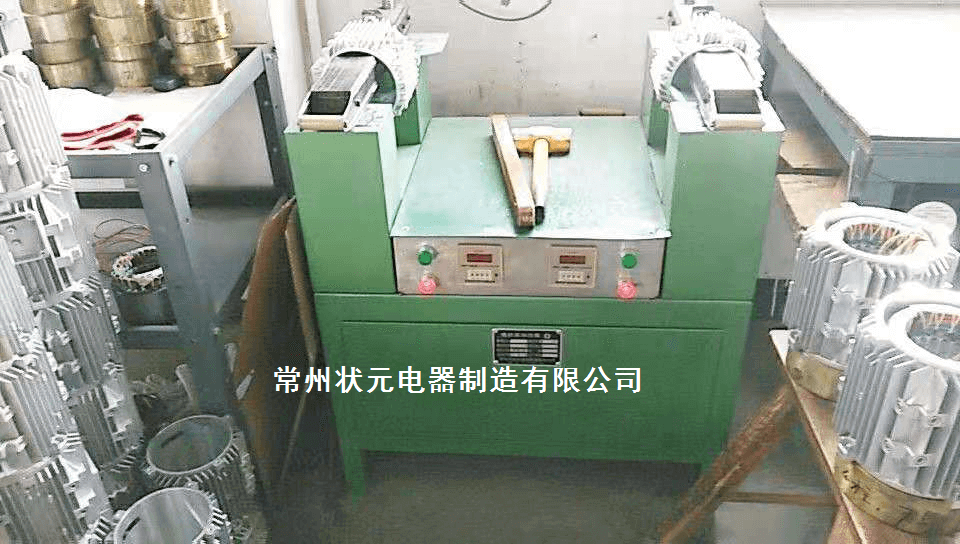
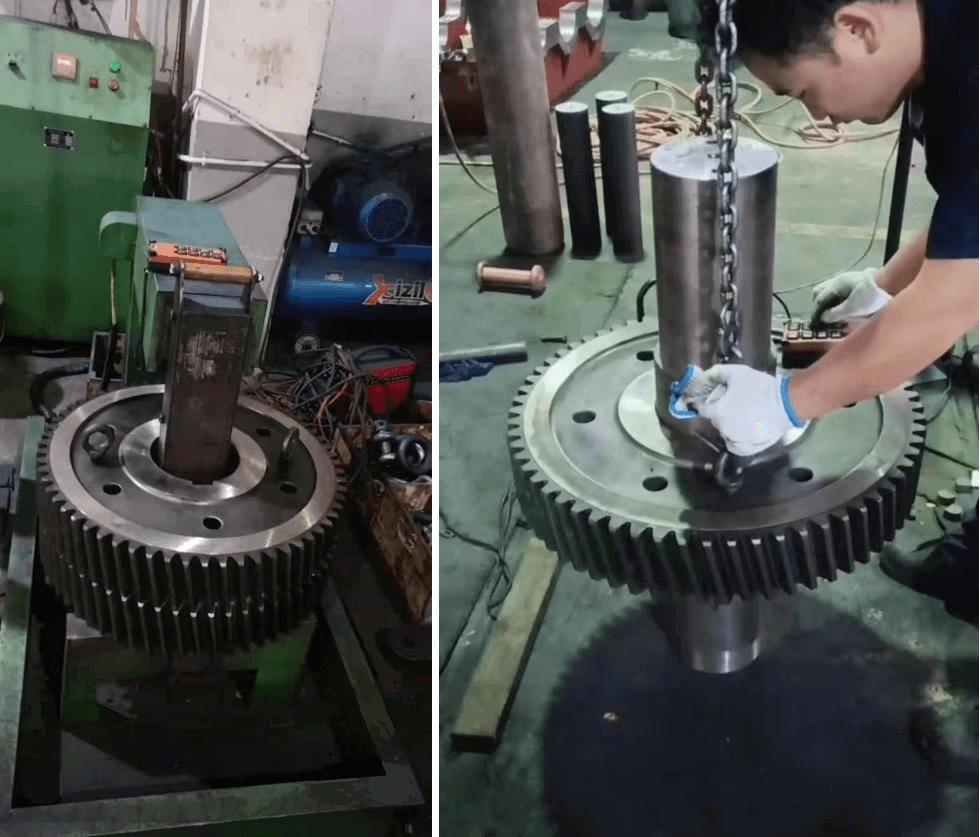
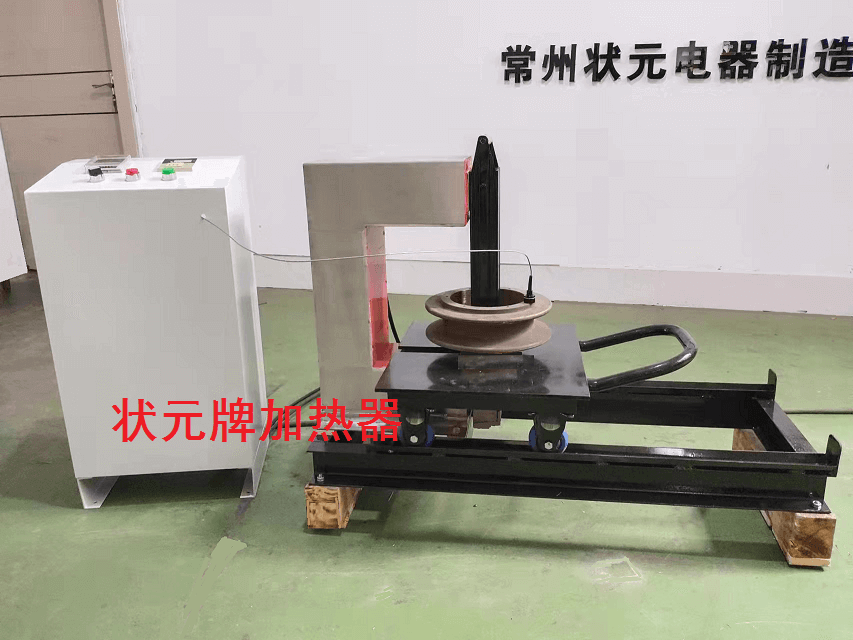
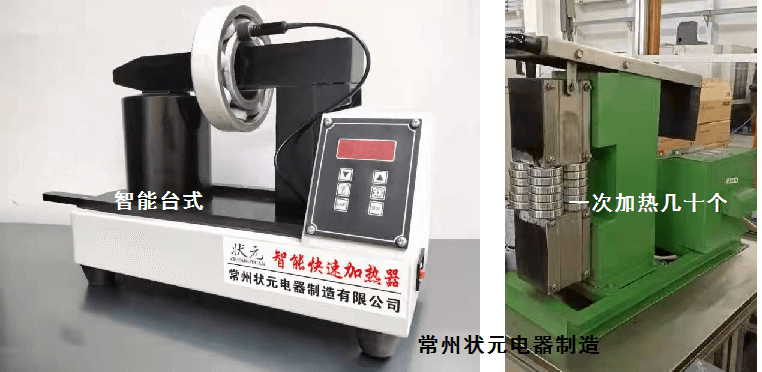
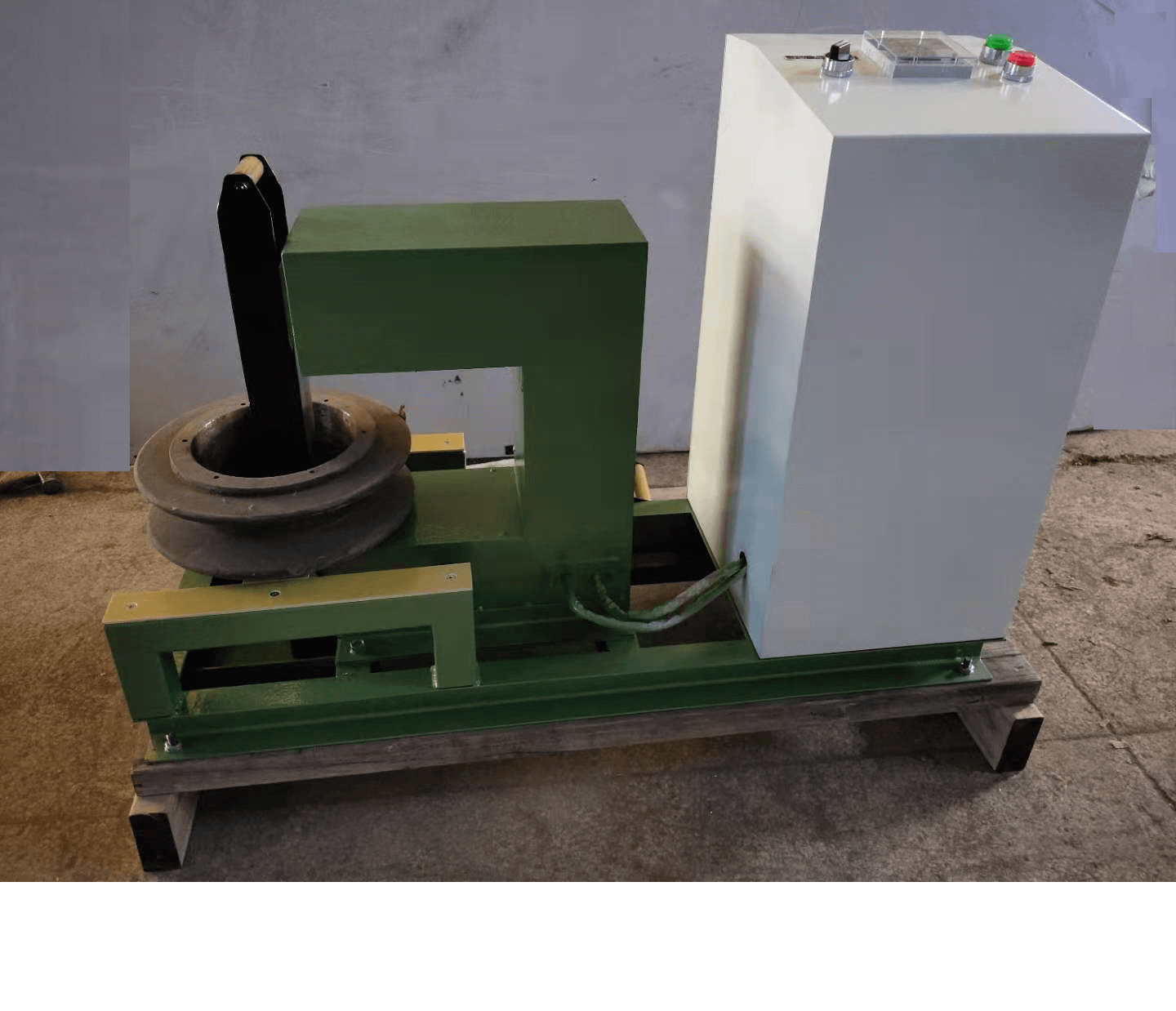
六台盒宝典资料大全是生产轴承加热器,齿轮加热器,感应加热器设备研发和制造的民营企业
邮箱:[email protected]
公司地址:江苏省常州市武进区坂上江家塘29号

出口国家:印度 越南 印尼 韩国 墨西哥 巴基斯坦
咨询专线:0519-86579357

